
Case Study on Filling Machines for Limited Space
The Customer
A major midwestern coatings manufacturer with five more plants wanted a new drum filling system for 55 gallon tight-head drums with flammable and viscous liquids. The company was interested in an automatic drum filling system to be installed in a building constructed in 1923.
The Challenge
The 1923 building was constructed with columns every ten feet causing the filling room to be limited in length and width as well as height. The customer had discussed their space problems with two other drum filling companies, but was turned down… the filling machinery just wouldn’t fit. Specialty Equipment however specializes in customization, and we love a challenge. The major problems were:
- Ceiling Height – Where the liquid filler would fit was only 12’-0” clear height. A standard drum filling machine tops out at 14”-0.”
- Room Length – The room allowed for only 22 drums in-line through the entire system and the customer wanted at least 35 drums in-line.
- Filling System Width – The filling system could not be wider than 6’-0” because of the space between the large round columns.
The Solution
After reviewing their building drawings and talking with facilities and production people, we came up with two filling machines, each with a layout and a budget proposal showing how much drum accumulation they will have in the given space.
The first layout, the least costly, allowed for 23 drums on the line, maximum. The second layout allowed 40 drums because it was designed to maximize accumulation of filled drums and not be so dependent on a fork truck to remove them. The customer chose the second layout.
The Customization

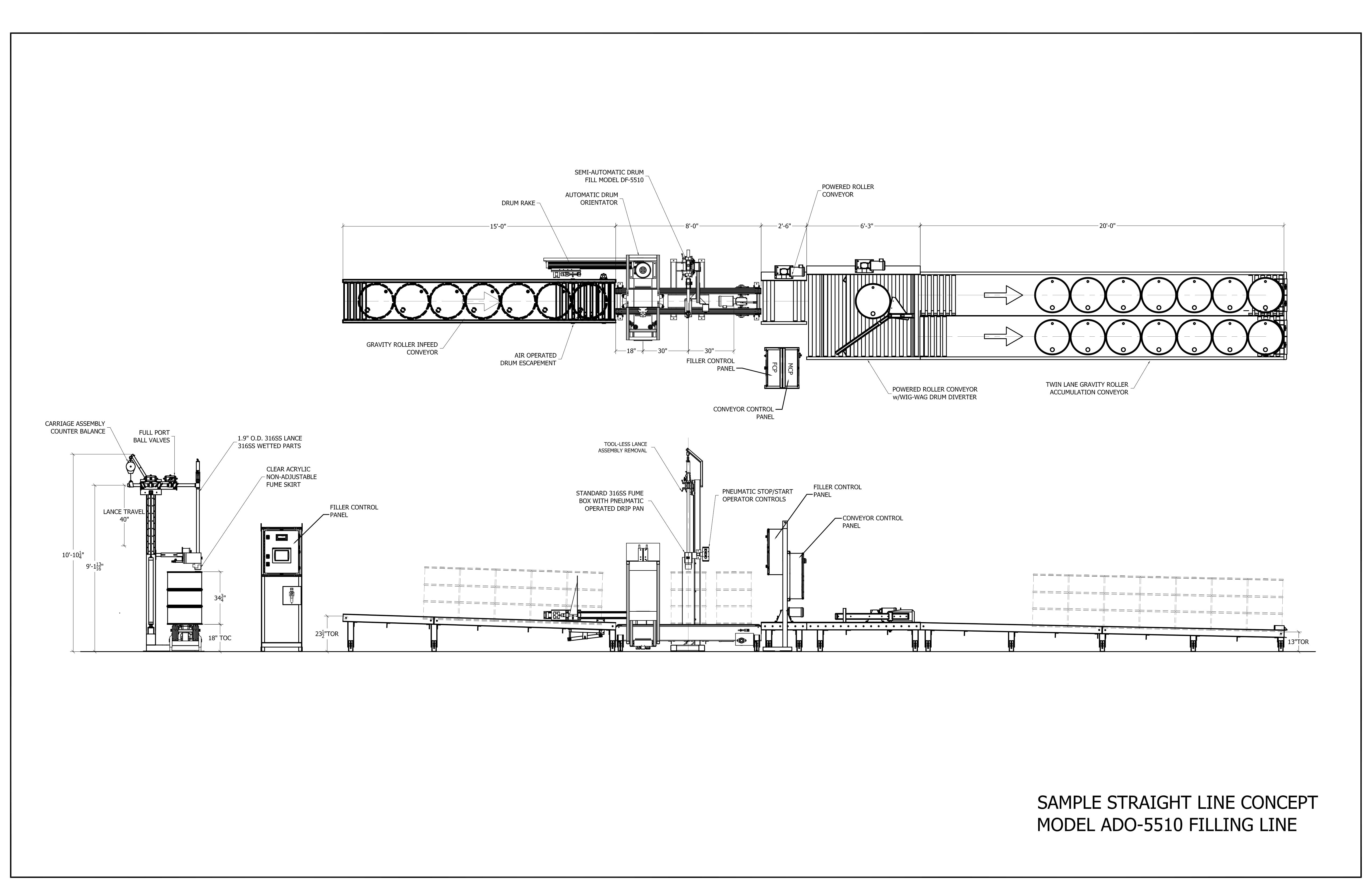
The standard automatic filling machine had to be redesigned to accommodate the 12’ ceiling. The designers at Specialty Equipment created a one-of-a-kind drum filling machine with the following components:
- 15 feet of empty drum gravity accumulation conveyor
- Air operated drum rake to move drums into a rotator
- Automatic drum rotator to align the bung opening at six o-clock
- Twin strand chain indexing conveyor the length of the filling machine
- Alternate mast on the drum filler to raise and lower with an 11’-9” total overall height
- Indexing bung and capping station with powered roller conveyor.
- Mechanical wig-wag diverter with powered roller conveyor surface
- Twin lane gravity accumulation conveyor for 20 full drums
- Explosion proof controls, rated class 1, division 1
By applying a twin lane drum accumulation conveyor, with 20 full drums in-line, the customer was less dependent on the return of the fork truck to remove the drums. With air-operated escapements, the fork truck could remove four drums at the same time and minimize material handling.
The Benefit
The end results for the customer were increased drum filling production, complete operator safety, an explosion free filling machine, maximum space utilization, and a payback within one year. The best part for us…another satisfied customer.
See the automatic drum orienting filling machinery, item 110 for more details
Let us know how we can solve your drum filling problems.